محتوى
- 1 ما هي في الواقع سحب الألمنيوم
- 2 كيف تتم عملية بثق الألمنيوم خطوة بخطوة
- 3 سبائك الألومنيوم الأكثر استخدامًا في عملية البثق
- 4 مقاطع الألمنيوم القياسية مقابل مقاطع الألمنيوم المخصصة
- 5 خيارات التشطيب السطحي لسحب الألمنيوم
- 6 حيث يتم استخدام سحب الألمنيوم في مختلف الصناعات
- 7 إرشادات التصميم الرئيسية للمهندسين الذين يحددون قطاعات الألمنيوم
- 8 الاستدامة وإعادة التدوير لسحب الألمنيوم
ما هي في الواقع سحب الألمنيوم
إذا سبق لك أن نظرت عن كثب إلى إطار النافذة، أو سكة تثبيت الألواح الشمسية، أو المشتت الحراري على جهاز إلكتروني، أو الإطار الهيكلي لجسم الشاحنة، فمن المؤكد أنك كنت تنظر إلى الألمنيوم المسحوب - ربما لم تكن تعرفه بهذا الاسم. سحب الألمنيوم عبارة عن مقاطع من الألومنيوم يتم إنتاجها عن طريق دفع سبائك الألومنيوم الساخنة من خلال فتحة قالب على شكل، يشبه إلى حد كبير عصر معجون الأسنان من خلال فوهة. والنتيجة هي طول مستمر من الألومنيوم في شكل مقطع عرضي دقيق ومتسق يمكن قطعه إلى أي طول مطلوب.
تبدو العملية بسيطة، ولكنها قادرة على إنتاج مقاطع عرضية معقدة للغاية - أنابيب مجوفة، ومقاطع متعددة الغرف، وفتحات على شكل حرف T، وعوارض على شكل حرف I، وقنوات، وزوايا، وأشكال مخصصة معقدة للغاية والتي سيكون من الصعب أو الباهظ التكلفة إنتاجها بأي طريقة تصنيع أخرى. هذا المزيج من المرونة الهندسية وكفاءة الإنتاج الضخم هو ما يجعل عملية بثق الألومنيوم واحدة من عمليات التصنيع الأكثر استخدامًا في العالم، وتأتي في المرتبة الثانية بعد درفلة الألومنيوم من حيث الحجم.
كيف تتم عملية بثق الألمنيوم خطوة بخطوة
يساعد فهم عملية الإنتاج المهندسين والمصممين والمشترين على اتخاذ قرارات أفضل بشأن التفاوتات المسموح بها وتشطيب السطح واختيار السبائك وتكاليف الأدوات. تتضمن عملية البثق عدة مراحل محددة بوضوح، ولكل منها تأثير مباشر على جودة وخصائص المظهر الجانبي النهائي.
إعداد الخام والتدفئة
المادة الخام ل قذف الألمنيوم عبارة عن سجل أسطواني من سبائك الألومنيوم يسمى البليت. يتم قطع الخامات عادةً من جذوع الألمنيوم الكبيرة ويتم تسخينها مسبقًا في فرن إلى درجات حرارة تتراوح بين 400 درجة مئوية و500 درجة مئوية - وهي ساخنة بدرجة كافية لصنع بلاستيك الألومنيوم وقابل للتشغيل، ولكن أقل بكثير من نقطة انصهاره. يعد الحصول على درجة الحرارة الصحيحة أمرًا بالغ الأهمية: فالألمنيوم شديد البرودة ويتطلب قوة ضغط مفرطة وينتج جودة سطح رديئة؛ حار جدًا وتفقد المادة السلامة الهيكلية وتعريف السطح.
الضغط من خلال القالب
يتم تحميل البليت المسخن في حاوية ضغط البثق، ويطبق مكبس هيدروليكي ضغطًا هائلاً - عادةً ما بين 1000 و15000 طن اعتمادًا على حجم المكبس وتعقيد الملف - لإجبار الألومنيوم المخفف عبر القالب الفولاذي. القالب عبارة عن أداة مصنوعة بدقة مع فتحة تتطابق تمامًا مع المقطع العرضي المطلوب. عندما يتدفق الألومنيوم عبر القالب، فإنه يأخذ شكل الفتحة ويظهر كطول متواصل من التشكيل المبثوق على طاولة التفريغ خلف المكبس.
بالنسبة للمقاطع المجوفة - مثل الأنابيب المربعة، أو الأنابيب المستطيلة، أو المقاطع المعقدة متعددة الفراغات - يتم استخدام تصميم قالب أكثر تطورًا يسمى الكوة أو قالب الجسر. يؤدي هذا إلى تقسيم تدفق الألومنيوم حول دعامات الشياق المركزية ثم إعادة ضمه تحت الضغط، مما يؤدي إلى إنشاء غرف مجوفة غير ملحومة داخل المظهر الجانبي المبثوق. تعتبر طبقات اللحام هذه، التي يتم تشكيلها تحت الضغط عند درجة الحرارة، سليمة من الناحية المعدنية وتلبي متطلبات الأداء الهيكلي في معظم التطبيقات.
التبريد والتمدد والقطع
عندما يخرج المقطع المبثوق من القالب، يتم تبريده - إما عن طريق مراوح تبريد الهواء أو أنظمة تبريد رذاذ الماء - للحفاظ على خصائص البنية الدقيقة التي تم تطويرها أثناء الضغط. يتم بعد ذلك نقل المقطع إلى نقالة، حيث يتم إمساكه من كلا الطرفين وسحبه لتقويم أي انحناء أو انحناء يحدث أثناء البثق والتبريد. يؤدي التمدد أيضًا إلى تخفيف الضغوط الداخلية المتبقية في الملف الشخصي. بمجرد استقامتها، يتم قطع المقاطع إلى أطوال المخزون - عادة 6 أو 8 أمتار - باستخدام منشار بارد، قبل نقلها إلى فرن قديم للمعالجة الحرارية.
المعالجة الحرارية والشيخوخة
يتم تصنيع معظم سحب الألمنيوم الهيكلي من سبائك قابلة للمعالجة بالحرارة وتخضع للشيخوخة الاصطناعية بعد البثق - وهي عملية حرارية يتم التحكم فيها تعمل على ترسيب الجزيئات المعدنية الدقيقة داخل مصفوفة الألومنيوم، مما يزيد بشكل كبير من الصلابة والقوة. إن الحالة المزاجية الأكثر شيوعًا للمقاطع المبثوقة هي T6، والتي تشير إلى معالجة المحلول بالحرارة ثم تعتيقه بشكل مصطنع. على سبيل المثال، توفر درجة حرارة T6 في شكل سبيكة 6061 أو 6063 قوة إنتاج في نطاق 200-270 ميجاباسكال - أكثر من كافية للغالبية العظمى من التطبيقات الهيكلية.
سبائك الألومنيوم الأكثر استخدامًا في عملية البثق
ليست كل سبائك الألومنيوم مناسبة للبثق بشكل متساوٍ. يجب أن تتمتع السبيكة بقابلية بثق جيدة - القدرة على التدفق عبر الأشكال الهندسية المعقدة للقالب دون تشقق أو تمزق - مع توفير الخصائص الميكانيكية والتآكل والتشطيب السطحي المطلوبة للتطبيق النهائي. تهيمن سبائك سلسلة 6000 على صناعة البثق لأنها تحقق أفضل توازن في جميع هذه المتطلبات.
| سبيكة | عناصر صناعة السبائك الرئيسية | قوة الخضوع النموذجية (T6) | البثق | أفضل ل |
| 6063 | ملغ، سي | ~145 ميجا باسكال | ممتاز | الملامح المعمارية، إطارات النوافذ، التشطيبات المؤكسدة |
| 6061 | ملغ، سي, Cu | ~276 ميجا باسكال | جيد | المكونات الهيكلية والنقل والبحرية |
| 6082 | ملغ، سي, Mn | ~260 ميجا باسكال | جيد | الهياكل الهيكلية والجسور والرافعات عالية القوة |
| 6005 أ | ملغ، سي | ~215 ميجا باسكال | جيد جدًا | مركبات السكك الحديدية، وقضبان السلم، وهياكل المرور |
| 7075 | الزنك، ملغ، النحاس | ~500 ميجا باسكال | صعب | الفضاء الجوي، الأجزاء الهيكلية عالية التحميل |
بالنسبة للغالبية العظمى من تطبيقات المنتجات الإنشائية والصناعية والاستهلاكية، فإن السبائك 6063 و6061 هي السبائك المستخدمة. يتم اختيار 6063 عندما تكون جودة تشطيب السطح وجودة الأكسدة ذات أهمية قصوى؛ يُفضل 6061 عندما تكون للقوة العالية والقدرة على التشغيل الأسبقية. إن سبائك سلسلة 7000 مثل 7075 مخصصة لتطبيقات الطيران والدفاع الصعبة حيث يبرر الحد الأقصى لنسبة القوة إلى الوزن التكلفة الإضافية وتعقيد المعالجة.
مقاطع الألمنيوم القياسية مقابل مقاطع الألمنيوم المخصصة
أحد أهم القرارات التي يواجهها المشترون هو ما إذا كانوا سيستخدمون مقطعًا قياسيًا من الألومنيوم المبثوق الجاهز للاستخدام أو طلب قالب مخصص لمقطع عرضي مصمم لهذا الغرض. يتمتع كلا الخيارين بمزايا ومقايضات واضحة تعتمد على الحجم ومتطلبات التطبيق والميزانية.
مقاطع الألمنيوم القياسية
يتم تخزين مقاطع الألمنيوم القياسية المبثوقة - الزوايا، والقنوات، والقضبان المسطحة، والأنابيب المربعة والمستطيلة، والأنابيب المستديرة، والأقسام على شكل حرف T، والعوارض على شكل I، والأقسام على شكل حرف H - بواسطة موزعي الألومنيوم في مجموعة واسعة من الأحجام وسمك الجدار. يتم إنتاج هذه الملفات الشخصية بكميات كبيرة باستخدام الأدوات المشتركة، مما يعني عدم وجود تكاليف القالب، والتوافر الفوري، والأسعار التنافسية. بالنسبة لمعظم تطبيقات التصنيع والهيكلة والتأطير العامة، يمكن اختيار ملف تعريف قياسي من كتالوج الموزع وتسليمه خلال أيام.
يتمثل الحد من الملفات الشخصية القياسية في أنها قد لا تتطابق تمامًا مع المتطلبات الوظيفية أو الجمالية لتطبيق معين. سيجد المصمم الذي يحدد ملف تعريف قياسي لإطار T-slot لحاوية حماية الماكينة العشرات من الخيارات المتوافقة من موردي نظام T-slot. لكن مهندس المنتج الذي يصمم المشتت الحراري لحزمة إلكترونيات معينة، أو المهندس المعماري الذي يحدد قالب حائط ساتر بهندسة دقيقة للعزل الحراري، سيتطلب بالتأكيد قالبًا مخصصًا.
مقاطع ألومنيوم مقذوف مخصصة
يبدأ بثق الألمنيوم المخصص بتصميم القالب. يقدم المشتري رسم مقطع عرضي ثنائي الأبعاد - عادةً ما يكون DXF أو PDF - ويقوم الفريق الهندسي للطارد بتقييمه من حيث قابلية البثق، ويحدد السبيكة المناسبة وفولاذ القالب، ويصنع القالب، عادةً في غضون ثلاثة إلى ستة أسابيع. تختلف تكاليف القالب بشكل كبير اعتمادًا على مدى تعقيد الملف الشخصي: قد يتطلب الشكل الصلب البسيط قالبًا يتكلف 500 إلى 1500 دولار، في حين أن الشكل المجوف المعقد متعدد الفراغات في مكبس كبير قد يتطلب قالبًا بقيمة 3000 إلى 8000 دولار أو أكثر. هذه التكاليف هي استثمار لمرة واحدة. بمجرد وجود القالب، يمكن استخدامه لعمليات الإنتاج اللاحقة إلى أجل غير مسمى مع الصيانة الدورية.
يتم تبرير ملفات التعريف المخصصة اقتصاديًا في أحجام الإنتاج التي تعوض تكلفة القالب - عادةً ما يكون الحد الأدنى للطلب من 500 كجم إلى 1000 كجم مطلوبًا لجعل البثق المخصص معقولًا من الناحية المالية مقابل التصنيع أو التصنيع من المخزون القياسي. في الكميات الكبيرة، تعمل التشكيلات المخصصة دائمًا تقريبًا على تقليل إجمالي تكلفة الجزء عن طريق التخلص من عمليات المعالجة الثانوية، وتقليل خطوات التجميع، وتقليل هدر المواد.

خيارات التشطيب السطحي لسحب الألمنيوم
يمكن توفير سحب الألمنيوم في شكل نهائي - السطح الطبيعي الذي يتم إنتاجه مباشرة من خلال عملية البثق - أو معالجته من خلال مجموعة من المعالجات السطحية الثانوية التي تعزز المظهر، أو مقاومة التآكل، أو الصلابة، أو التصاق الطلاء. يجب أن يتم اختيار تشطيب السطح في مرحلة التصميم، لأنه يؤثر على تفاوتات الأبعاد، والمدة الزمنية، والتكلفة.
- الانتهاء من مطحنة: السطح المبثوق يظهر لون الألومنيوم الطبيعي مع بعض العلامات السطحية وخطوط القالب. مناسبة للتطبيقات الهيكلية المخفية حيث المظهر ليس حاسما.
- أنودة: عملية كهروكيميائية تعمل على زيادة سماكة طبقة أكسيد الألومنيوم الطبيعية، مما ينتج عنه طبقة صلبة مسامية يمكن صبغها بمجموعة من الألوان ثم إغلاقها. توفر البثق المؤكسد مقاومة ممتازة للتآكل، وصلابة جيدة، ومظهرًا متميزًا. تنتج الأنودة المعمارية عادة طبقات من 15-25 ميكرون؛ يمكن أن تصل الأنودة الصلبة لتطبيقات التآكل الصناعي إلى 25-100 ميكرون.
- طلاء مسحوق: مسحوق طلاء جاف يتم تطبيقه كهروستاتيكيًا، ويتم معالجته في الفرن لإنتاج لمسة نهائية جذابة ومتينة ومتوفرة تقريبًا بأي لون RAL أو لون مخصص. تُستخدم سحب الألمنيوم المطلي بالمسحوق على نطاق واسع في التطبيقات المعمارية وتوفر مقاومة جيدة للصدمات واستقرار للأشعة فوق البنفسجية.
- الطلاء السائل (PVDF/الفلوروبوليمر): توفر الطلاءات السائلة عالية الأداء مثل أنظمة PVDF المستندة إلى Kynar 500 مقاومة فائقة للأشعة فوق البنفسجية والمواد الكيميائية على المدى الطويل مقارنة بطبقات المسحوق القياسية. مخصص للواجهات المعمارية والتطبيقات الخارجية الصعبة مع متطلبات أداء تتراوح من 20 إلى 30 عامًا.
- التشطيب الميكانيكي: يتم تطبيق الفرشاة أو التلميع أو السفع قبل الطلاء بأكسيد الألومنيوم أو الطلاء لتحقيق قوام سطحي محدد - بدءًا من التشطيبات اللامعة كالمرآة وحتى التشطيبات الساتان أو غير اللامعة.
- الطلاء الكهربي (المعطف الإلكتروني): عملية طلاء مبللة توفر تغطية موحدة للأغشية الرقيقة في المناطق المجوفة والأشكال الهندسية المعقدة. غالبًا ما يستخدم كطبقة أولية أسفل طبقة المسحوق لتعزيز الحماية من التآكل.
حيث يتم استخدام سحب الألمنيوم في مختلف الصناعات
إن تعدد استخدامات مقاطع الألمنيوم المبثوقة يعني أنها تظهر عبر مجموعة هائلة من الصناعات وفئات المنتجات. إن فهم مكان وكيفية استخدامها يساعد في توضيح سبب تحول عملية سحب الألمنيوم إلى عملية تصنيع أساسية على مستوى العالم.
البناء والهندسة المعمارية
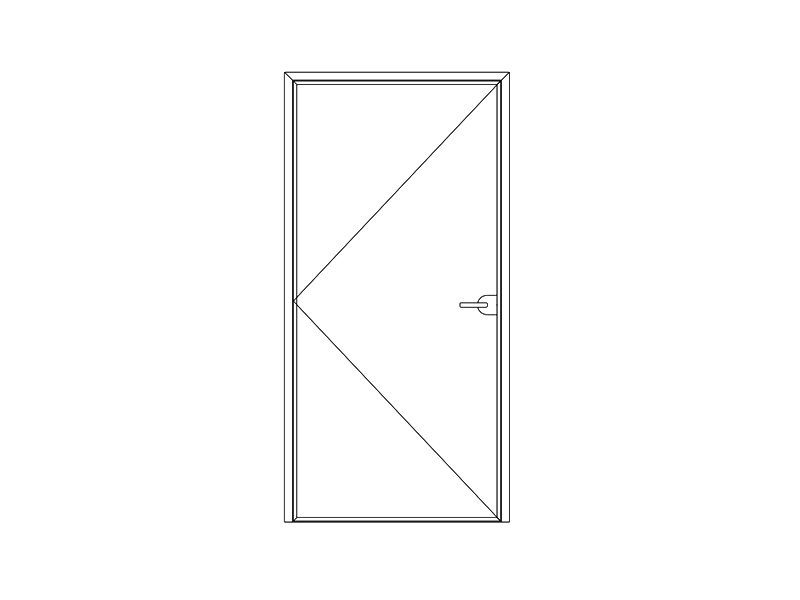
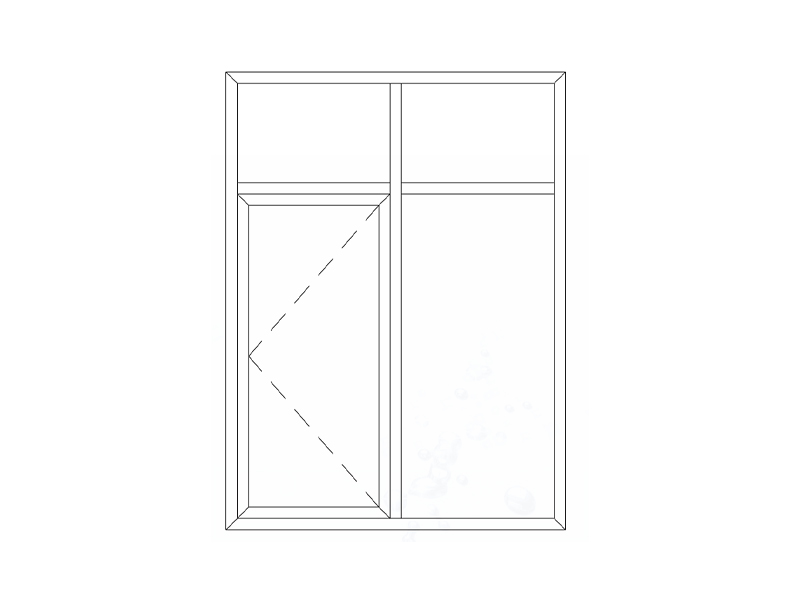
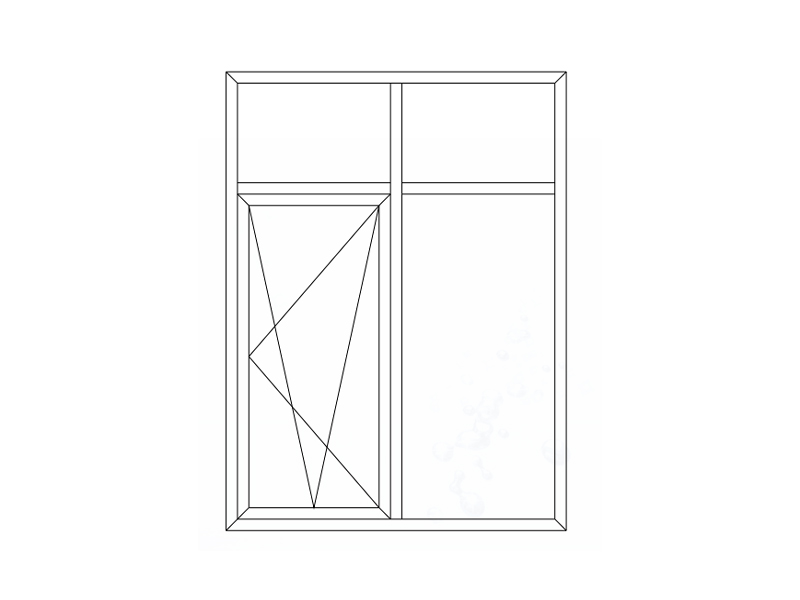
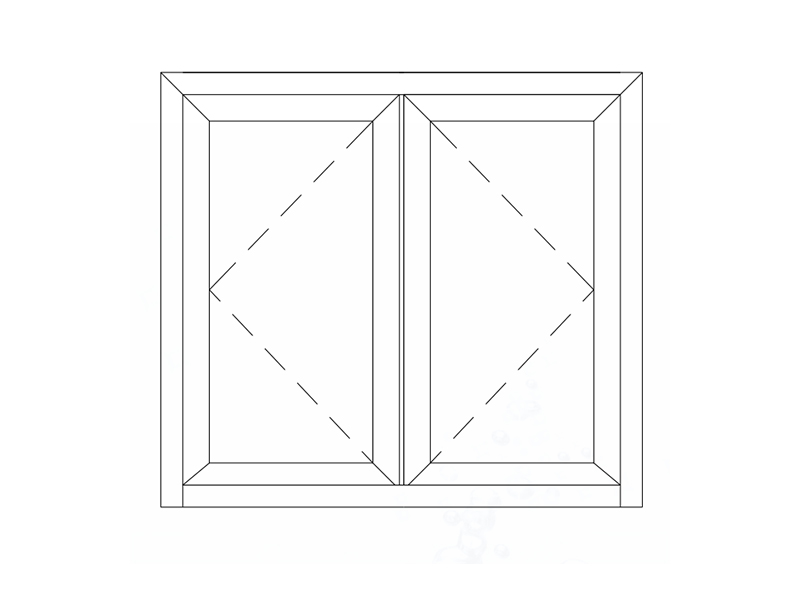
يعد قطاع البناء أكبر مستهلك منفرد لسحب الألمنيوم في جميع أنحاء العالم. إطارات النوافذ والأبواب، وأنظمة الحائط الساتر، وزجاج واجهات المتاجر، والزجاج الهيكلي، وفوانيس السقف، وواجهات المتاجر، وأنظمة الدرابزين، وكوات التظليل الشمسي، وأنظمة دعم الكسوة الواقية من المطر كلها مبنية في الغالب من مقاطع الألمنيوم المبثوقة. إن الجمع بين الوزن المنخفض والمقاومة العالية للتآكل ودقة الأبعاد والقدرة على دمج هندسة الكسر الحراري المعقدة مباشرة في المقاطع المبثوقة يجعل الألومنيوم المادة السائدة في أنظمة الواجهات الحديثة.
النقل والسيارات
تُستخدم مقاطع الألمنيوم المبثوقة على نطاق واسع في هياكل هياكل السيارات، وهياكل الشاحنات، وإطارات المقطورات، وهياكل مركبات السكك الحديدية، وأوتار جسم الطائرة الفضائية، والهياكل الفوقية البحرية. أدى توجه صناعة السيارات نحو الوزن الخفيف - تقليل كتلة السيارة لتحقيق أهداف الاقتصاد في استهلاك الوقود والانبعاثات - إلى زيادة كبيرة في استخدام سحب الألمنيوم في الهياكل ذات اللون الأبيض، وأنظمة المصدات، وتعزيزات عتبات الأبواب، وقضبان السقف، ومرفقات البطاريات للسيارات الكهربائية. قد تحتوي السيارة الكهربائية الحديثة على 80-120 كجم من مكونات الألمنيوم المبثوق.
الإلكترونيات والإدارة الحرارية
تعد المشتتات الحرارية واحدة من أكثر التطبيقات المعروفة لقذف الألمنيوم المخصص في مجال الإلكترونيات. إن الموصلية الحرارية العالية للألمنيوم (حوالي 160-200 واط/م·ك لسبائك 6063) جنبًا إلى جنب مع القدرة على بثق الأشكال الهندسية المعقدة للزعانف تجعله مثاليًا للتبريد السلبي والنشط لإلكترونيات الطاقة، ومشغلات الإضاءة LED، وأجهزة التحكم في المحركات، وأجهزة الكمبيوتر. عادةً ما يتم إنتاج المشتتات الحرارية من سبيكة 6063 في مزاج T5 أو T6 وغالبًا ما يتم توفيرها في تشطيب مطحنة أو بسطح أسود مؤكسد لتحسين الانبعاثية.
الآلات الصناعية والتأطير المعياري
أصبحت أنظمة بثق الألومنيوم بفتحة T - مقاطع معيارية موحدة مع فتحات T طولية مستمرة تقبل الصواميل والمثبتات المنزلقة - هي المعيار الفعلي لبناء حراس الآلات، وإطارات محطات العمل، وهياكل النقل، ومرفقات معدات التشغيل الآلي، وتركيبات المختبرات. تم تصميم الأنظمة من الموردين مثل 80/20، وBosch Rexroth، وItem حول سلسلة بثق T-slot مترية أو إمبراطورية وتوفر نظامًا بيئيًا واسعًا من الموصلات واللوحات والأدلة الخطية والملحقات المتوافقة التي تسمح للمهندسين ببناء وإعادة تكوين الهياكل بسرعة دون لحام أو تصنيع ثقيل.
الطاقة المتجددة
أنظمة تركيب الطاقة الشمسية - الأطر الهيكلية التي تدعم الألواح الكهروضوئية على أسطح المنازل وفي مزارع الطاقة الشمسية المثبتة على الأرض - يتم تصنيعها عالميًا تقريبًا من مقاطع الألمنيوم المبثوق. يتم إنتاج مقاطع السكك الحديدية، والمشابك الوسطى، والمشابك الطرفية، ومفاصل الوصلات على شكل مقذوفات مخصصة أو شبه قياسية مُحسّنة لسهولة التركيب، وقدرة التحميل الهيكلية، ومقاومة التآكل على المدى الطويل في البيئات الخارجية. أدى النمو العالمي السريع لقطاع الطاقة المتجددة إلى جعل تركيب الطاقة الشمسية أحد أسرع مجالات تطبيق سحب الألمنيوم في العقد الماضي.
إرشادات التصميم الرئيسية للمهندسين الذين يحددون قطاعات الألمنيوم
يتطلب تصميم ملف بثق الألمنيوم المخصص الذي يكون عمليًا وقابلاً للتصنيع فهم مجموعة من قواعد التصميم العملية التي يطبقها الطاردون ذوو الخبرة بشكل روتيني. يؤدي اتباع هذه الإرشادات إلى تقليل تكاليف القالب وتحسين جودة السطح وتقليل مشكلات الإنتاج.
- حافظ على سمك جدار موحد حيثما أمكن ذلك: تؤدي الاختلافات الكبيرة في سُمك الجدار ضمن مقطع جانبي واحد إلى تدفق المعدن بشكل غير متساوٍ عبر القالب، مما يؤدي إلى عيوب السطح والتزييف. عندما لا يمكن تجنب اختلافات السُمك، قم بنقلها تدريجيًا وليس بشكل مفاجئ.
- حافظ على الحد الأدنى لسمك الجدار المناسب لحجم الملف الشخصي: كقاعدة عامة، يجب أن يكون سمك الجدار على الأقل 1.0-1.5 مم للمقاطع الصغيرة و2.0-3.0 مم للمقاطع الأكبر والأوسع. تزيد الجدران الرقيقة من هشاشة القالب وخطر تمزق السطح.
- أضف نصف القطر إلى جميع الزوايا الداخلية: تخلق الزوايا الداخلية الحادة تركيزات الضغط في القالب وفي المظهر الجانبي النهائي. يعمل الحد الأدنى لنصف القطر الداخلي الذي يبلغ 0.5 مم - ومن الناحية المثالية 1.0 مم أو أكثر - على تحسين عمر القالب وتدفق المعدن ومقاومة التعب في التشكيلات الهيكلية.
- تجنب الألسنة العميقة والضيقة جدًا: تكون الألسنة البارزة الرفيعة في المقطع العرضي للقالب هشة وعرضة للكسر تحت ضغط البثق. إذا كان المظهر الجانبي يتطلب زعانف أو نتوءات ضيقة، فاحتفظ بنسبة العمق إلى العرض أقل من 10:1 حيثما أمكن ذلك.
- دمج الوظائف في الملف الشخصي حيثما أمكن ذلك: تتمثل إحدى المزايا الاقتصادية الرئيسية للبثق المخصص في القدرة على دمج وظائف متعددة - ميزات التركيب السريع، والمنافذ اللولبية، وأخاديد الحشيات، وقنوات المفصلات - مباشرة في المقطع العرضي، مما يؤدي إلى التخلص من عمليات التصنيع أو التجميع الثانوية.
- تحديد التفاوتات بشكل واقعي: تم تحديد التفاوتات القياسية للأبعاد لمقاطع الألمنيوم المبثوقة في EN 755 (أوروبا) وASTM B221 (أمريكا الشمالية). يمكن تحقيق تفاوتات أكثر صرامة ولكنها تتطلب تكرارات إضافية لتصحيح القالب، وسرعات بثق أبطأ، وزيادة التكلفة. حدد فقط تفاوتات الدقة في الأبعاد ذات الأهمية الوظيفية.
الاستدامة وإعادة التدوير لسحب الألمنيوم
يعد الألومنيوم أحد أكثر المواد القابلة لإعادة التدوير في الاستخدام الصناعي على نطاق واسع، وهذه الخاصية ذات صلة بشكل خاص بالمقاطع المبثوقة. تتطلب إعادة تدوير الألومنيوم ما يقرب من 5% فقط من الطاقة اللازمة لإنتاج الألومنيوم الأولي من خام البوكسيت، والألمنيوم المعاد تدويره يعادل من الناحية المعدنية المعدن الأساسي لمعظم سبائك البثق. وهذا يمنح سحب الألمنيوم ملف استدامة مقنعًا طوال دورة حياتها الكاملة - خاصة في تطبيقات مثل واجهات المباني، وهياكل المركبات، وأنظمة تركيب الطاقة الشمسية، حيث يمكن الوصول إلى الألومنيوم واسترداده في نهاية عمره.
تقوم العديد من شركات بثق الألومنيوم الآن بمصدر نشط لمحتوى الخام المعاد تدويره وتنشر إعلانات المنتجات البيئية (EPDs) التي تحدد كمية الكربون المتجسد في مقاطعها المبثوقة. بالنسبة للمهندسين المعماريين والمحددين الذين يعملون في مشاريع تستهدف شهادات LEED أو BREEAM أو غيرها من شهادات المباني الخضراء، فإن اختيار مقاطع الألمنيوم المبثوق ذات المحتوى المعاد تدويره العالي وEPD الذي يمكن التحقق منه يساهم بشكل مفيد في اعتمادات المواد وتقييمات الكربون في المبنى بالكامل. ويتسارع التحول نحو الألمنيوم منخفض الكربون والألومنيوم القريب من الصفر ــ الذي يتم إنتاجه باستخدام الطاقة الكهرومائية والمحتوى العالي المعاد تدويره ــ مع تشديد متطلبات الاستدامة عبر قطاعات البناء والسيارات والمنتجات الاستهلاكية.